
از میـان ابزارهـای هفتگانـه ، SPC نمـودار کنتـرل مهمتـرین و پیچیـده تـرین آنهاسـت. بـا اسـتفاده از نمودارهای کنترل می توان نوسـانات فراینـد را تحـت کنتـرل درآورد و بـا اقـدامات پیشـگیرانه، از تولیـد محصول خراب جلـوگیری کرد. رسـم نمـودار کنتـرل، مبتنـی بـر روش هـای آمـاری اسـت و لـذا بـرای شناخت انواع نمودارهای کنترل و رسم آنها، آشنایی مختصری با مفاهیم آماری لازم است.
روش کلی به این شکل است که برای ویژگی های کیفیِ هر فرایندی (ویژگی های وصفی و ویژگی های کمی)، می توان نمودار کنترل رسم کرد؛ و باید توجه داشت که هر فرایندی در صورتی که به بهترین شکل هم که انجام شود، باز هم میزانی ضایعات دارد و تا زمانی که ضایعات فرایند از مقداری که کارشناسان تعیین می کنند بیشتر نشود، می گوییم فرایند تحت کنترل آماری است.
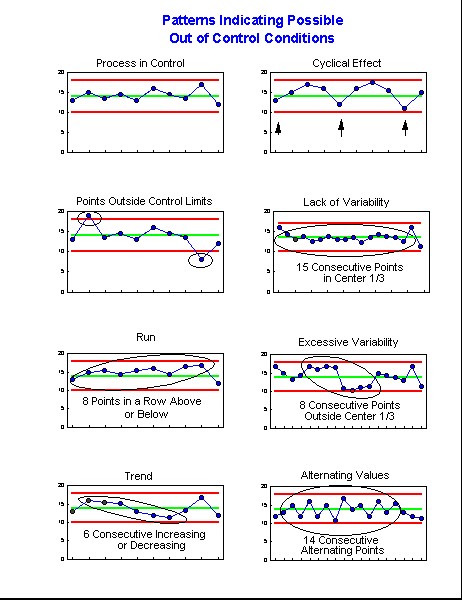
از نمودار های کنترل برای تخمین پارمترهای یک فرایند نیز می توان استفاده نمود. نمودار متشکل از خط مرکز، حد کنترل بالا و حد کنترل پایین می باشد که در هر مرحله نمونه گیری آماره ای بر اساس نتایج بدست آمده محاسبه شده و روی نمودار رسم می شود. اگر این نقطه بین دو حدود کنترل بالا و پایین باشد فرایند تحت کنترل است و در غیر اینصورت فرایند خارج از کنترل است. همچنین ممکن است تمامی نقاط بین حدود کنترل باشند اما به جهت وجود روند غیر تصادفی میان نقاط، فرایند خارج از کنترل تشخیص داده شود. به همین جهت در این روش قوانینی به صورت توافقی تعیین شده تا نمودارهای کنترل شبیه به یکدیگر بوده و پارمترهای تخمینی از این روش یکسان باشند.
در زیر نمونه هایی از نمودارهای کنترل را مشاهده می کنید.

---مشاهده تصاویر بیشتر---

